

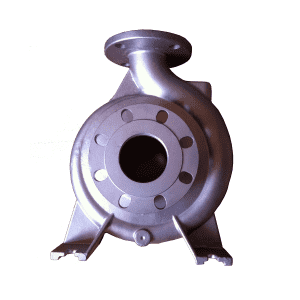
Ĉinaj OEM-kutimigitaj neoksideblaj ŝtalaj fandadoj produktitaj per sabla muldila fandprocezo kaj CNC-maŝinado.
Sablogisado uzas verdan sablon (malseka sablo) aŭ sekan sablon por formi la muldsistemojn. Laverda sablo fandadoestas la plej malnova gisadprocezo uzita en historio. Farante la ŝimon, la ŝablonoj faritaj el ligno aŭ metalo devas esti produktitaj por formi la kavan kavon. La fandita metalo tiam verŝas en la kavon por formi la fandadojn post malvarmigo kaj solidiĝo. Sablo-gisado estas malpli multekosta ol aliaj gisadprocezoj kaj por ŝimo-disvolviĝo kaj unuo-gisada parto. La sablofandado, ĉiam signifas la verdan sablogisadon (se neniu speciala priskribo). Tamen, nuntempe, la aliaj gisadprocezoj ankaŭ uzas la sablon por fari la ŝimon. Ili havas siajn proprajn nomojn, kiel ekzempleŝelo muldilo fandado, furana rezino kovrita sablogisado (neniu baka tipo),perdita ŝaŭma fandadokaj malplena fandado.
Ni havas malsamajn casting-tipojn por via elekto. Parto de la laŭvola procezo por via projekto estos la elekto de la gisadprocezo, kiu plej bone servos viajn bezonojn. La plej populara formo estas sablogisado kiu implikas fari kopion de preta peco (aŭ padrono) kiu estas kunpremita kun sablo kaj ligildonaĵoj por formi la finan gisadon. La padrono estas forigita post kiam la ŝimo aŭ impreso formiĝis, kaj la metalo estas enkondukita tra kuristsistemo por plenigi la kavon. La sablo kaj la metalo estas apartigitaj kaj la fandado purigita kaj finita por sendo al la kliento.
La gisadaj toleremoj estas dividitaj en Dimensional Casting Tolerances (DCT) kaj Geometrical Casting Tolerances (GCT). Nia fandejo ŝatus paroli kun vi se vi havas specialan peton pri la bezonataj toleremoj. Jen jen la ĝeneralaj toleremaj gradoj, kiujn ni povus atingi per nia verda sabla fandado, ŝelo-muldilo kaj nebakita furana rezina sablo-fandado:
✔ DCT Grado de Green Sand Casting: CTG10 ~ CTG13
✔ DCT Grado per Ŝelo-Muldilo aŭ Furan-Rezino-Sablo-Fundado: CTG8 ~ CTG12
✔ GCT Grado de Verda Sabla Casting: CTG6 ~ CTG8
✔ GCT Grado per Ŝelo-Muldilo aŭ Furan-Rezino-Sablo-Fandado: CTG4 ~ CTG7
Avantaĝoj de Sand Casting Procezo
1- Malalta Kosto pro ĝiaj malmultekostaj kaj recikleblaj muldaj materialoj kaj simpla produktada ekipaĵo.
2- Vasta gamo de unuopezo de 0,10 kg ĝis 500 kg aŭ eĉ pli granda.
3- Diversaj Strukturo de simpla tipo ĝis kompleksa tipo.
4- Taŭga por produktadpostuloj de diversaj kvantoj.
| Materialoj por Sand Casting Process ĉe RMC Foundry | |||
| Kategorio | Ĉina Grado | Usona Grado | Germana Grado |
| Ferita Neoksidebla ŝtalo | 1Cr17, 022Cr12, 10Cr17, | 430, 431, 446, CA-15, CA6N, CA6NM | 1.4000, 1.4005, 1.4008, 1.4016, GX22CrNi17, GX4CrNi13-4 |
| Martensita Neoksidebla ŝtalo | 1Cr13, 2Cr13, 3Cr13, 4Cr13, | 410, 420, 430, 440B, 440C | 1.4021, 1.4027, 1.4028, 1.4057, 1.4059, 1.4104, 1.4112, 1.4116, 1.4120, 1.4122, 1.4125 |
| Aŭstenita neoksidebla ŝtalo | 06Cr19Ni10, 022Cr19Ni10, 06Cr25Ni20, 022Cr17Ni12Mo2, 03Cr18Ni16Mo5 | 302, 303, 304, 304L, 316, 316L, 329, CF3, CF3M, CF8, CF8M, CN7M, CN3MN | 1.3960, 1.4301, 1.4305, 1.4306, 1.4308, 1.4313, 1.4321, 1.4401, 1.4403, 1.4404, 1.4405, 1.4406, 1.4406, 91.4406, 91.4406 1.4435, 1.4436, 1.4539, 1.4550, 1.4552, 1.4581, 1.4582, 1.4584, |
| Precipitaĵo Malmoliĝanta Neoksidebla ŝtalo | 05Cr15Ni5Cu4Nb, 05Cr17Ni4Cu4Nb | 630, 634, 17-4PH, 15-5PH, CB7Cu-1 | 1.4542 |
| Dupleksa Neoksidebla ŝtalo | 022Cr22Ni5Mo3N, 022Cr25Ni6Mo2N | A 890 1C, A 890 1A, A 890 3A, A 890 4A, A 890 5A, A 995 1B, A 995 4A, A 995 5A, 2205, 2507 | 1.4460, 1.4462, 1.4468, 1.4469, 1.4517, 1.4770 |

Sand Mold Casting Foundry





{kind=link}