

Propra valvo loĝejo de duplex neoksidebla ŝtalo produktita de investa fandado de Ĉinio casting fandejo kunmaŝinado, varmotraktado, kaj surfactraktadservoj.
RMC rolantaroprecize gisitaj ŝtalpartojkiuj konstante renkontas aŭ superas klientajn atendojn. Perdita vakso investa fandado permesas al ni produktineoksidebla ŝtalo fandado produktojtiel malgranda kiel dekoj da gramoj kaj tiel granda kiel dekoj da kilogramoj, en vasta gamo de feraj kaj neferaj alojoj kaj kun escepta dimensia precizeco.
La perdvaksa investa gisadprocezo produktas preskaŭ-retformajn precizecfandadojn kiuj ofte postulas malgrandan aŭ neniun kroman maŝinadon. La rezulta finpoluro ankaŭ estas multe pli bona ol tio, kio estas realigebla per aliaj gisado aŭ produktadprocezoj. La forto kaj fortikeco de la fandaj partoj faras sin idealaj por altaj eluziĝorezistaj aplikoj postulantaj milionojn da cikloj.
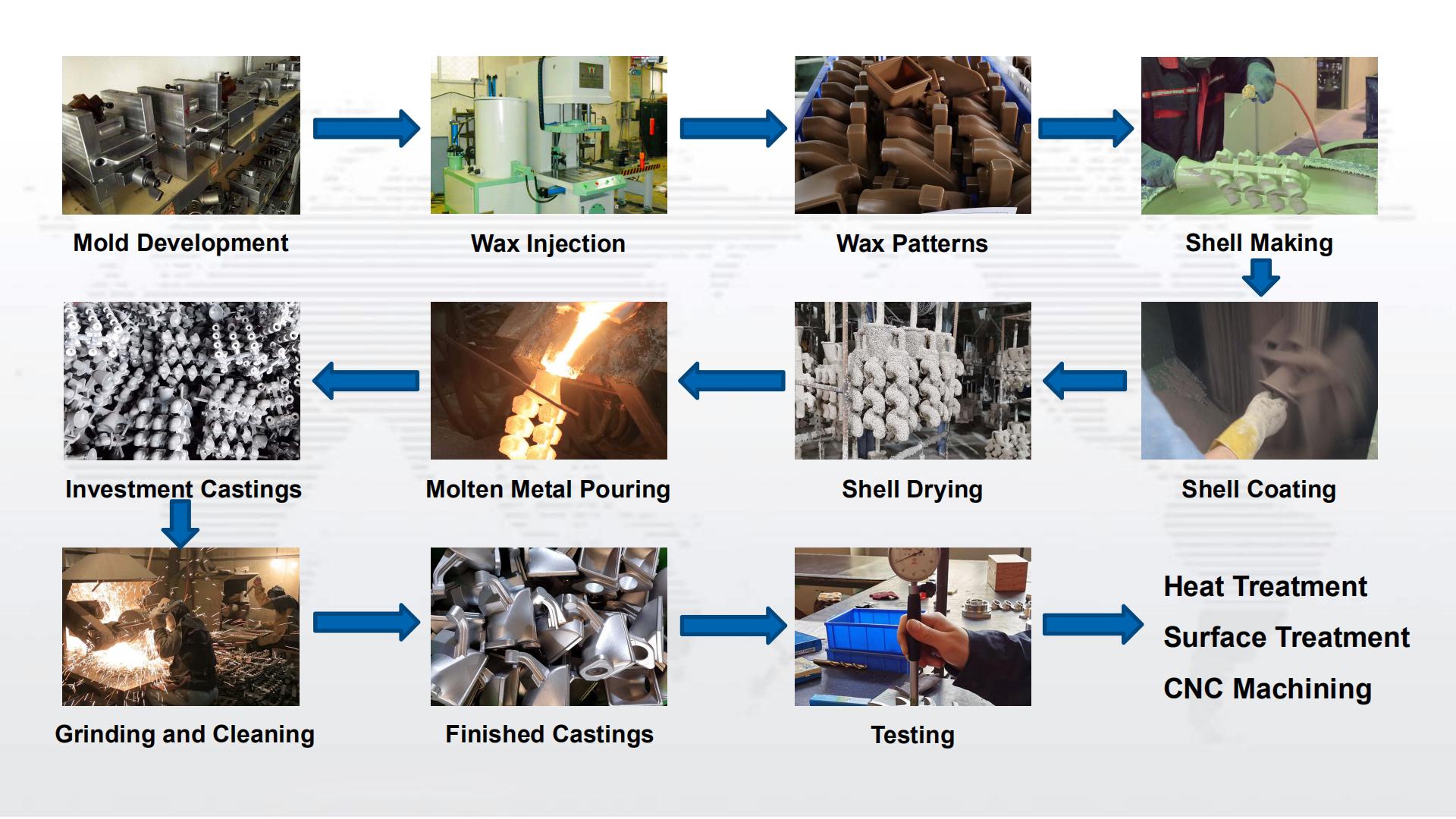
La Paŝoj de Investa Casting Procezo:
Dum la investa fandado, vaksa ŝablono estas kovrita per ceramika materialo, kiu, malmoligita, adoptas la internan geometrion de la dezirata fandado. Plejofte, multoblaj partoj estas gisitaj kune por alta efikeco alkroĉante individuajn vakspadronojn al centra vaksbastoneto nomita sprue. La vakso estas fandita el la ŝablono - tial ĝi ankaŭ estas konata kiel la perdita vaksa procezo - kaj fandita metalo estas verŝita en la kavon. Kiam la metalo solidiĝas, la ceramika ŝimo estas forskuita, lasante la proksiman retan formon de la dezirata fandado, sekvita de finado, testado kaj pakado.
Duplex Stainless Steel (DSS) rilatas al neoksidebla ŝtalo kun ferito kaj aŭstenito ĉiu respondecante pri proksimume 50%. Ĝenerale, la enhavo de malpli da fazoj devas esti almenaŭ 30%. En la kazo de malalta Cr-enhavo, la Cr-enhavo estas 18% ĝis 28%, kaj la Ni-enhavo estas 3% ĝis 10%. Kelkaj dupleksaj rustorezistaj ŝtaloj ankaŭ enhavas alojajn elementojn kiel ekzemple Mo, Cu, Nb, Ti, kaj N.
Disponebla grado de dupleksa rustorezista ŝtalo ĉe RMC Casting Foundry: 1.4460, 1.4462, 1.4468, 1.4469, 1.4517, 1.4770, A 890 1C, A 890 1A, A 890 3A, A 890 3A, A 890 4A, A 890 90 1B, A 995 4A, A 995 5A, 2205, 2507, 022Cr22Ni5Mo3N, 022Cr25Ni6Mo2N
La DSS havas la karakterizaĵojn de aŭstenita kaj ferrita rustorezista ŝtalo. Kompare kun ferito, ĝi havas pli altan plastikecon kaj flekseblecon, neniun ĉambran temperaturon fragilecon, kaj signife plibonigis intergranulan korodan reziston kaj veldan rendimenton, dum daŭre konservante fragilecon, altan termikan konduktivecon kaj superplastecon kiel ferrita neoksidebla ŝtalo. Kompare kun aŭstenita neoksidebla ŝtalo, DSS havas altan forton kaj signife plibonigitan reziston al intergranula korodo kaj klorida streĉa korodo. Dupleksa neoksidebla ŝtalo havas bonegan pikan korodan reziston kaj ankaŭ estas nikelo-ŝpara neoksidebla ŝtalo.
| Ekvivalenta Grado de Neoksidebla Ŝtalo | |||||||
| GRUPOJ | AISI | W-stoff | DIN | BS | SS | UNE / IHA | UNI |
| Martensita kaj Ferita Neoksidebla ŝtalo | 420 C | 1,4034 | X43Cr16 | ||||
| 440 B/1 | 1,4112 | X90 Cr Mo V18 | |||||
| - | 1.2083 | X42 Cr 13 | - | 2314 | F.5263 | - | |
| 403 | 1.4000 | X6Cr13 | 403 S 17 | 2301 | F.3110 | X6Cr13 | |
| (410S) | 1.4001 | X7 Cr 14 | (403 S17) | 2301 | F.3110 | X6Cr13 | |
| 405 | 1.4002 | X6 CrAl 13 | 405 S 17 | - | F.3111 | X6 CrAl 13 | |
| 416 | 1.4005 | X12 CrS 13 | 416 S 21 | 2380 | F.3411 | X12CrS13 | |
| 410 | 1.4006 | X 10 Cr 13 | 410 S21 | 2302 | F.3401 | X12Cr13 | |
| 430 | 1.4016 | X6 Cr 17 | 430 S 17 | 2320 | F.3113 | X8Cr17 | |
| 420 | 1.4021 | X20 Cr 13 | 420 S 37 | 2303 | F.3402 | X20Cr13 | |
| 420F | 1.4028 | X30 Cr 13 | 420 S 45 | (2304) | F.3403 | X30Cr13 | |
| (420) | 1.4031 | X39Cr13 | 420 S 45 | (2304) | F.3404 | - | |
| 431 | 1.4057 | X20 CrNi 17 2 | 431 S 29 | 2321 | F.3427 | X16CrNi16 | |
| 430F | 1.4104 | X12 CrMoS 17 | - | 2383 | F.3117 | X10CrS17 | |
| 434 | 1.4113 | X6 CrMo 17 | 434 S 17 | 2325 | - | X8CrMo17 | |
| 430Ti | 1.4510 | X6 CrTi 17 | - | - | - | X6CrTi17 | |
| 409 | 1.4512 | X5 CrTi 12 | 409 S 17 | - | - | X6CrTi12 | |
| Aŭstenita Neoksidebla ŝtalo | 304 | 1.4301 | X5 CrNi 18 9 | 304 S 15 | 2332 | F.3551 | X5CrNi18 10 |
| 305 | 1.4303 | X5 CrNi 18 12 | 305 S 19 | - | - | X8CrNi19 10 | |
| 303 | 1.4305 | X12 CrNiS 18 8 | 303 S 21 | 2346 | F.3508 | X10CrNiS 18 09 | |
| 304L | 1.4306 | X2 CrNiS 18 9 | 304 S 12 | 2352 | F.3503 | X2CrNi18 11 | |
| 301 | 1.4310 | X12 CrNi 17 7 | - | 2331 | F.3517 | X12CrNi17 07 | |
| 304 | 1.4350 | X5 CrNi 18 9 | 304 S 31 | 2332 | F.3551 | X5CrNi18 10 | |
| 304 | 1.4350 | X5 CrNi 18 9 | 304 S 31 | 2333 | F.3551 | X5CrNi18 10 | |
| 304LN | 1.4311 | X2 CrNiN 18 10 | 304 S 62 | 2371 | - | - | |
| 316 | 1.4401 | X5 CrNiMo 18 10 | 316 S 16 | 2347 | F.3543 | X5CrNiMo17 12 | |
| 316L | 1.4404 | - | 316 S 12/13/14/22/24 | 2348 | X2CrNiMo17 12 | ||
| 316LN | 1.4429 | X2 CrNiMoN 18 13 | - | 2375 | - | - | |
| 316L | 1.4435 | X2 CrNiMo 18 12 | 316 S 12/13/14/22/24 | 2353 | - | X2CrNiMo17 12 | |
| 316 | 1.4436 | - | 316 S 33 | 2343 | - | X8CrNiMo 17 13 | |
| 317L | 1.4438 | X2 CrNiMo 18 16 | 317 S 12 | 2367 | - | X2CrNiMo18 16 | |
| 329 | 1.4460 | X3 CrNiMoN 27 5 2 | - | 2324 | F.3309 | - | |
| 321 | 1.4541 | X10 CrNiTi 18 9 | 321 S 12 | 2337 | F.3553 | X6CrNiTi18 11 | |
| 347 | 1.4550 | X10 CrNiNb 18 9 | 347 S 17 | 2338 | F.3552 | X6CrNiNb18 11 | |
| 316Ti | 1.4571 | X10 CrNiMoTi 18 10 | 320 S 17 | 2350 | F.3535 | X6CrNiMoTi 17 12 | |
| 309 | 1.4828 | X15 CrNiSi 20 12 | 309 S 24 | - | - | X16 CrNi 24 14 | |
| 330 | 1.4864 | X12 NiCrSi 36 16 | - | - | - | - | |
| Dupleksa Neoksidebla ŝtalo | S32750 | 1.4410 | X 2 CrNiMoN 25 7 4 | - | 2328 | - | - |
| S31500 | 1.4417 | X 2 CrNiMoSi 19 5 | - | 2376 | - | - | |
| S31803 | 1.4462 | X 2 CrNiMoN 22 5 3 | - | 2377 | - | - | |
| S32760 | 1.4501 | X 3 CrNiMoN 25 7 | - | - | - | - | |
| 630 | 1.4542 | X5CrNiCNb16-4 | - | - | - | - | |
| A564/630 | - | - | - | - | - | - | |
▶ Feraj Metaloj kaj Neferaj Metaloj porInvesta Casting, Perdita vakso-gisado-procezo:
• Griza Fero: HT150, HT200, HT250, HT300, HT350; GJL-100, GJL-150, GJL-200, GJL-250, GJL-300, GJL-350; GG10~GG40.
• Duktila Fero aŭ Nodula Fero: GGG40, GGG50, GGG60, GGG70, GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2; QT400-18, QT450-10, QT500-7, QT600-3, QT700-2, QT800-2;
• Karbona Ŝtalo: AISI 1020 - AISI 1060, C30, C40, C45.
• Ŝtalaj Alojoj: ZG20SiMn, ZG30SiMn, ZG30CrMo, ZG35CrMo, ZG35SiMn, ZG35CrMnSi, ZG40Mn, ZG40Cr, ZG42Cr, ZG42CrMo... ktp laŭ peto.
• Neoksidebla ŝtalo: AISI 304, AISI 304L, AISI 316, AISI 316L, 1.4401, 1.4301, 1.4305, 1.4307, 1.4404, 1.4571 kaj alia neoksidebla ŝtalo.
• Latuno, Ruĝa Kupro, Bronzo aŭ aliaj Kupro-bazitaj alojmetaloj: ZCuZn39Pb3, ZCuZn39Pb2, ZCuZn38Mn2Pb2, ZCuZn40Pb2, ZCuZn16Si4
• Aliaj Materialoj laŭ viaj unikaj postuloj aŭ laŭ normoj ASTM, SAE, AISI, ACI, DIN, EN, ISO kaj GB
▶ Kapabloj deInvesta Casting Foundry
• Maksimuma Grandeco: 1,000 mm × 800 mm × 500 mm
• Peza Gamo: 0,5 kg - 100 kg
• Jara Kapacito: 2.000 tunoj
• Ligaj Materialoj por Ŝelo-Konstruaĵo: Silika Solo, Akva Vitro kaj iliaj miksaĵoj.
| Servoj | Priskribo |
| Surfacaj Traktaj Servoj | Pulvora Tegaĵo, Anodizado, Elektrofotezo, Chrome Tegaĵo, Pentraĵo, Sabloblovado, Nikelado, Zinkaĵo, Nigrigado, Polurado, Bluado, Geormet, Zintek, ktp. |
| Servoj pri Precizeca Maŝinado de CNC | Tornado, Muelado, Turnado, Honingo, Borado, Borado, Frapado, Drato-Elektrodo-Tranĉado, Muelado... ktp. |
| Inspektado kaj Kvalita Kontrolo | Spektro-Analizilo, CMM, Malmoleca Testilo, Tensila Forto Testilo, Yild Strentgh Tester, Sigela Premo-Tester, Karbona Sulfura Analizilo, Metalurgia Mikroskopio, Gazetaro-Forto-Tester... ktp. |






