2205 duplex neoksidebla ŝtalo estas dupleksa neoksidebla ŝtalo kunmetita de 21% kromo, 2.5% molibdeno kaj 4.5% nikel-nitrogena alojo. La ferrito kaj aŭstenitstrukturoj ĉiu respondecas pri proksimume 50%. Ĝi havas altan forton, bonan efikfortecon kaj bonan ĝeneralan kaj lokan streĉan korodan reziston. La rendimento-forto de 2205 dupleksa neoksidebla ŝtalo estas duoble ol de aŭstenita neoksidebla ŝtalo. Ĉi tiu funkcio ebligas al dizajnistoj redukti pezon dum desegnado de produktoj, igante ĉi tiun alojon pli kostefika ol 316 kaj 317L. Ĉi tiu alojo estas precipe taŭga por la temperaturo de -50 °F/+600 °F. Por aplikoj preter ĉi tiu temperaturo, ĉi tiu alojo ankaŭ povas esti konsiderata, sed ekzistas kelkaj limigoj, precipe kiam aplikite al velditaj strukturoj.

Kompare kun 316L kaj 317L aŭstenita neoksidebla ŝtalo, 2205 dupleksa neoksidebla ŝtalo havas superan rendimenton en rezisto al pika korodo kaj fenda korodo. Ĝi havas altan korodan reziston. Kompare kun aŭstenitiko, ĝia La koeficiento de termika ekspansio estas pli malalta kaj la termika kondukteco estas pli alta. Kompare kun aŭstenita neoksidebla ŝtalo, dupleksa neoksidebla ŝtalo 2205 alojo havas duoble sian kunpreman forton. Kompare kun 316L kaj 317L, la dezajnisto povas redukti sian pezon. Alojo 2205 estas speciale taŭga por la temperaturo de -50 °F/+600 °F. Sub striktaj limigoj (precipe por velditaj strukturoj), ĝi ankaŭ povas esti uzata ĉe pli malaltaj temperaturoj.

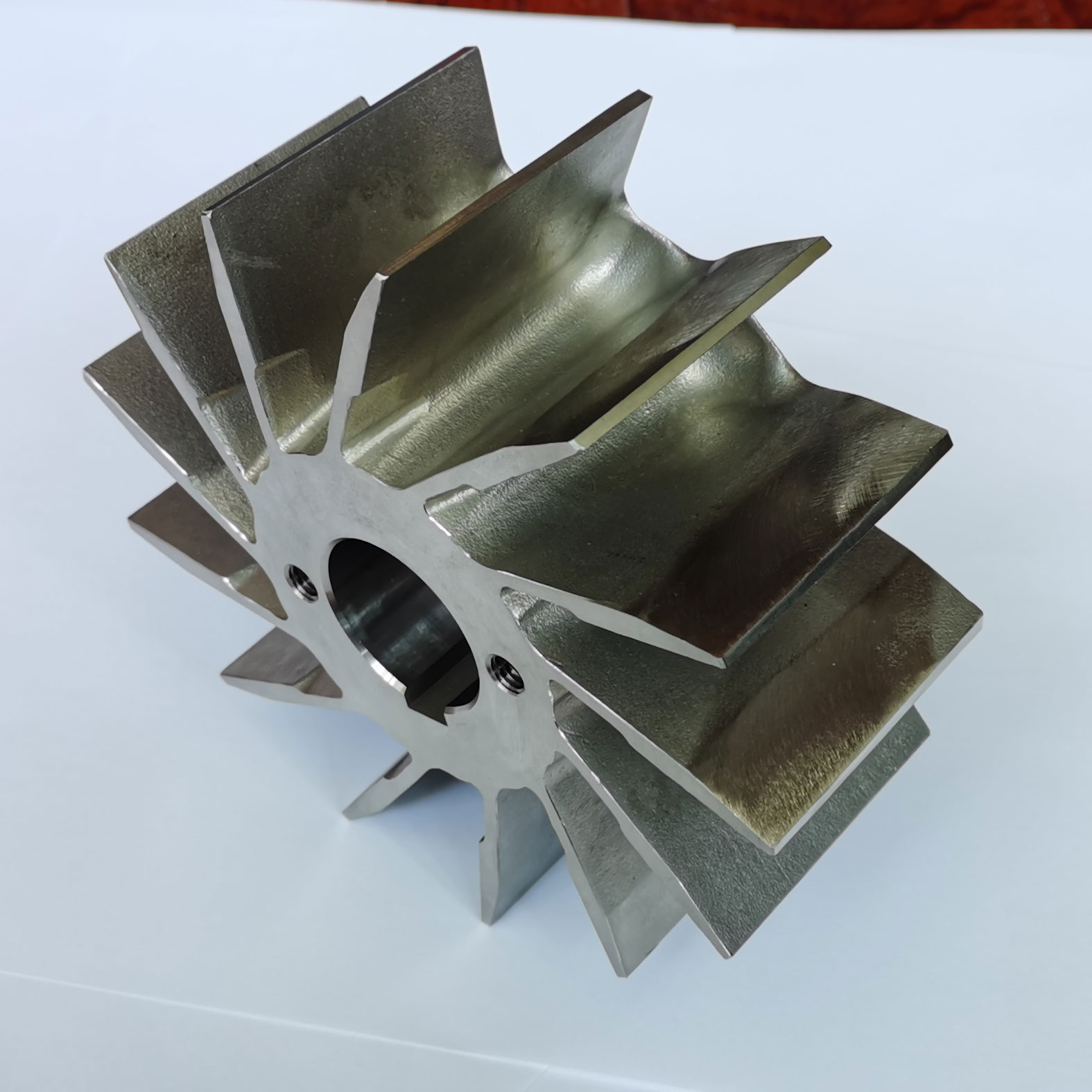
Dupleksa neoksidebla ŝtalo fandadosignifas la fandadojn el dupleksa neoksidebla ŝtalo. Duplex Stainless Steel (DSS) rilatas al neoksidebla ŝtalo kun ferito kaj aŭstenito ĉiu respondecante pri proksimume 50%. Ĝenerale, la enhavo de malpli da fazoj devas esti almenaŭ 30%. En la kazo de malalta Cr-enhavo, la Cr-enhavo estas 18% ĝis 28%, kaj la Ni-enhavo estas 3% ĝis 10%. Kelkaj dupleksaj rustorezistaj ŝtaloj ankaŭ enhavas alojajn elementojn kiel ekzemple Mo, Cu, Nb, Ti, kaj N.
La DSS havas la karakterizaĵojn de aŭstenita kaj ferrita rustorezista ŝtalo. Kompare kun ferito, ĝi havas pli altan plastikecon kaj flekseblecon, neniun ĉambran temperaturon fragilecon, kaj signife plibonigis intergranulan korodan reziston kaj veldan rendimenton, dum daŭre konservante fragilecon, altan termikan konduktivecon kaj superplastecon kiel ferrita neoksidebla ŝtalo. Kompare kun aŭstenita neoksidebla ŝtalo, DSS havas altan forton kaj signife plibonigitan reziston al intergranula korodo kaj klorida streĉa korodo. Dupleksa neoksidebla ŝtalo havas bonegan pikan korodan reziston kaj ankaŭ estas nikelo-ŝpara neoksidebla ŝtalo.
En gisadproduktado, la plej multaj el la rustorezistaŝtalaj fandadoj estas kompletigitaj perinvesta fandado. La surfaco de neoksidebla ŝtalo fandadoj produktitaj de investa fandado estas pli glata kaj la dimensia precizeco estas pli facile kontroli. Kompreneble, la kosto deinvesta fandado de neoksidebla ŝtalo partojestas relative alta kompare kun aliaj procezoj kaj materialoj.
▶ Kapabloj deInvesta Casting Foundry
• Maksimuma Grandeco: 1,000 mm × 800 mm × 500 mm
• Peza Gamo: 0,5 kg - 100 kg
• Jara Kapacito: 2.000 tunoj
• Ligaj Materialoj por Ŝelo-Konstruaĵo: Silika Solo, Akva Vitro kaj iliaj miksaĵoj.
• Toleremoj: Laŭ Peto.
▶ Ĉefa Produktada Proceduro de Investa Casting
• Kreu vaksan ŝablonon aŭ kopion
• Sprue la vaksa ŝablono
• Investu la vaksan ŝablonon
• Forigu la vaksan ŝablonon bruligante ĝin (ene de la forno aŭ en varma akvo) por krei ŝimon.
• Forto fanditan metalon verŝi en la ŝimon
• Malvarmigo kaj Solidiĝo
• Forigi sprue el la fandadoj
• Finu kaj poluru la finitajn investajn fandadojn