
In investa fandado,formo aŭ kopio estas formita (kutime el vakso) kaj metita enen metalan cilindron nomitan flakono. Malseka gipso estas verŝita en la cilindron ĉirkaŭ la vaksoformo. Post kiam la gipso malmoliĝis, la cilindro enhavanta la vaksan ŝablonon kaj gipso estas metita en fornon kaj estas varmigita ĝis la vakso plene vaporiĝis. Post kiam la vakso plene forbruliĝis (de-vaksiĝo), la flakono estas forigita el la forno, kaj fandita metalo (kutime alojŝtalo, neoksidebla ŝtalo, latuno... ktp) estas verŝita en la kavaĵon forlasitan de la vakso. Kiam la metalo malvarmiĝis kaj solidiĝis, gipso estas ĉizita for, kaj la metala fandado estas rivelita.
Casting estas tre utila por krei skulptajn objektojn aŭ inĝenieristikformojn kun kompleksa geometrio en metalo.Casting partoj havas unikan aspekton al ili, tute malsama de maŝinprilaboritaj partoj. Kelkaj formoj kiuj estus malfacile maŝinprilaboreblaj estas pli facile gisitaj. Ekzistas ankaŭ malpli da materialrubo por la plej multaj formoj, ĉar male al maŝinado, fandado ne estas subtraha procezo. Tamen, la precizeco atingebla per fandado ne estas tiel bona kiel maŝinado.
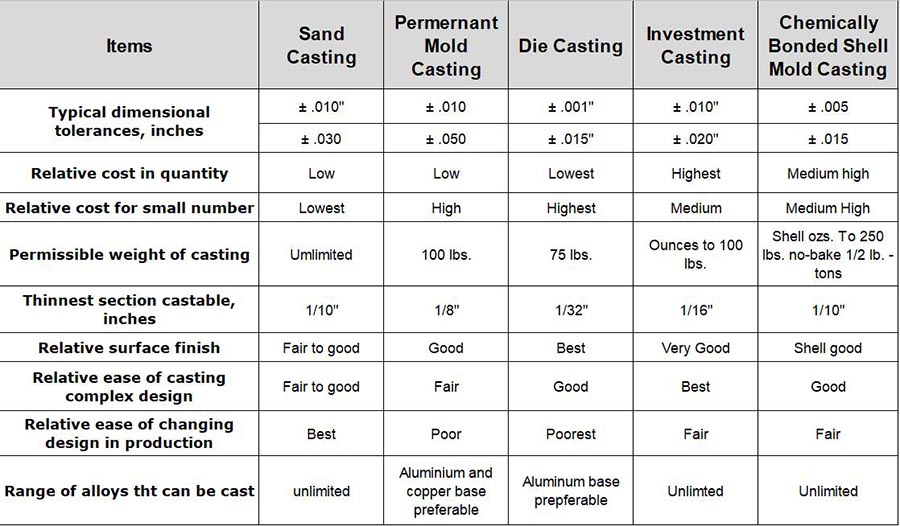
Kiam Vi Devus Elekti Investan Casting kaj Kiam Vi Elektu Sablon Casting?
Unu granda avantaĝo de investa fandado estas, ke ĝi povas enkalkuli subtrakojn en la ŝablono, dum sablogisado ne faras. Ensablo fandado, la padrono devas esti tirita for el la sablo post kiam ĝi estas pakita, dum en investgisado la padrono estas vaporigita kun varmeco. Kavaj fandadoj kaj pli maldikaj sekcioj ankaŭ povas esti faritaj pli facile kun investa fandado, kaj pli bona surfaca finpoluro estas ĝenerale atingita. Aliflanke, investa fandado estas multe pli ĝustatempa kaj multekosta procezo, kaj povas havi pli malaltan sukcesprocenton ol sablogisado, ĉar ekzistas pli da paŝoj en la procezo kaj pli da ŝancoj por ke aferoj fuŝu.
Afiŝtempo: Dec-18-2020