



Ĉinio OEM kutimo sferoida grafito gisfero parto per ŝelo muldilo gisado produktoj kunCNC-maŝinado, varmotraktado kaj surfaca traktado.
Mekanikaj Propraĵoj de Duktila (Nodula) Gisfero | ||||||||
| Ero laŭ DIN EN 1563 | Mezura Unuo | EN-GJS-350-22-LT | EN-GJS-400-18-LT | EN-GJS-400-18 | EN-GJS-500-7 | EN-GJS-600-3 | EN-GJS-700-2 | EN-GJS-800-2 |
| EN-JS 1015 | EN-JS 1025 | EN-JS 1020 | EN-JS 1050 | EN-JS 1060 | EN-JS 1070 | EN-JS 1080 | ||
| Tensila Forto | Rm min.MPA | 350 | 400 | 400 | 500 | 600 | 700 | 800 |
| 2% Rendimento-Forto | Rp0.2 min.MPA | 220 | 240 | 250 | 320 | 370 | 420 2) | 480 2) |
| Plilongigo | A % | 22,0 | 18,0 | 18,0 | 7,0 | 3,0 | 2,0 | 2,0 |
| Malmoleco | HB | 110-150 | 120-160 | 140-190 | 170-220 | 200-250 | 230-280 | 250-330 |
| Strukturoj | ĉefe feritaj | ĉefe feritaj | ĉefe feritaj | ferita + perlito | ferita + perlito | ĉefe perlito | ĉiuj perlito | |
| Tonda Streso | σaB MPa | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Tordo | TtB MPa | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Moduloj de elasteco | E GPa | 170 | 170 | 170 | 175 | 175 | 175 | 175 |
| Poisson nombro | v – | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 |
| Kunprema Forto | σdB MPa | – | 700 | 700 | 800 | 870 | 1000 | 1150 |
| Fratura Dureco | Klc MPa ·√m | 31 | 30 | 30 | 25 | 20 | 15 | 14 |
| Denso | g/cm3 | 7,1 | 7,1 | 7,1 | 7,1 | 7,2 | 7,2 | 7,2 |

Ŝelo muldanta fandadoprocezo ankaŭ estas nomita antaŭ-tegita rezino sablo gisado procezo, varma ŝelo muldado castings aŭ kerno gisado procezo. La ĉefa muldmaterialo estas la antaŭkovrita fenola rezina sablo, kiu estas pli multekosta ol verda sablo kaj furana rezina sablo. Krome, ĉi tiu sablo ne povas esti uzata por recikli.
Furan-rezino mem-hardiĝanta sablo-gisada procezo (nobake-procezo) uzas la furan-rezinon kovritan sablon por formi la muldilon. Post miksi la originan sablon (aŭ reakiritan sablon), likvan furanan rezinon kaj likvan katalizilon egale, kaj plenigi ilin en la kernskatolon (aŭ sabloskatolon), kaj tiam streĉi ĝin por malmoliĝi en ŝimon aŭ ŝimon en la kernskatolo (aŭ sablo). skatolo) ĉe ĉambra temperaturo. Tiam formiĝis la muldilo aŭ ĵetkerno, kiu nomiĝas mem-hardiĝanta malvarmkerna skatolo-muldado (kerno), aŭ mem-hardiga metodo (kerno).
Ĉar la muldilo formiĝas ĉe ĉambra temperaturo kaj ne bezonas varmigi, la mem-hardiĝanta sablo-gisado ankaŭ nomiĝas sen-bakaĵo. La mem-hardiĝanta metodo povas esti dividita en acid-katalizitan furan-rezinon kaj fenolan rezinan sablon mem-hardigan metodon, uretanrezan-sablan mem-hardigan metodon kaj fenolan monoesteran mem-hardigan metodon.
Kiel mem-hardiĝanta malvarma kesto-ligsablo, furana rezina sablo estas la plej frua kaj nuntempe plej vaste uzata sinteza ligilo-sablo en ĉina fandejo. La kvanto de rezino aldonita en mulda sablo estas ĝenerale 0,7% ĝis 1,0%, kaj la kvanto de aldonita rezino en kernsablo estas ĝenerale 0,9% ĝis 1,1%. La enhavo de libera aldehido en furana rezino estas sub 0.3%, kaj kelkaj fabrikoj falis sub 0.1%. En la fandejoj en Ĉinio, la furana rezino mem-hardiĝanta sablo atingis la internacian nivelon sendepende de la produktada procezo kaj la surfaca kvalito de la fandadoj.
Duktebla gisfero, kiu ankaŭ estas nomita nodula gisfero, sferioda grafita gisfero aŭ nur SG-fero mallonge, reprezentas grupon de gisfero. Nodula gisfero akiras nodulan grafiton per sferoidado kaj inokula traktado, kiu efike plibonigas la mekanikajn ecojn de la gisfero, precipe la plastikecon kaj fortikecon, por akiri pli altan forton ol karbonŝtalo.
Duktilaj feraj fandadoj havas pli bonan ŝokon absorban efikecon ol karbonŝtalo, dum karbonŝtalaj fandadoj havas multe pli bonan veldeblecon. Kaj iagrade, la muldeblaj feraj fandadoj povus havi kelkajn elfarojn de rezistema eluziĝo kaj rusto. Do la duktila fera fandado povus esti uzata por iuj pumpilejoj aŭ akvoprovizaj sistemoj. Tamen ni ankoraŭ devas fari antaŭzorgojn por protekti ilin kontraŭ uzado kaj rusto.
Duktila fero ne estas ununura materialo sed estas parto de grupo de materialoj kiuj povas esti produktitaj por havi larĝan gamon de trajtoj tra kontrolo de la mikrostrukturo. La komuna difina karakterizaĵo de ĉi tiu grupo de materialoj estas la formo de la grafito. En duktilaj feroj, la grafito estas en la formo de nodoj prefere ol flokoj kiel ĝi estas en griza fero. La akra formo de la flokoj de grafito kreas streĉajn koncentriĝpunktojn ene de la metalmatrico kaj la rondeta formo de la nodoj malpli, tiel malhelpante la kreadon de fendetoj kaj disponigante la plifortigitan muldeblecon kiu donas al la alojo sian nomon. Do ĝenerale, se la duktila fero povus plenumi viajn postulojn, la duktila fero povus esti via unua elekto, anstataŭ karbona ŝtalo por viaj fandadoj.

| Rezino Tegita Sablo Casting Metalo kaj Alojoj | |
| Metalo kaj Alojoj | Populara Grado |
| Griza gisfero | GG10~GG40; GJL-100 ~ GJL-350; |
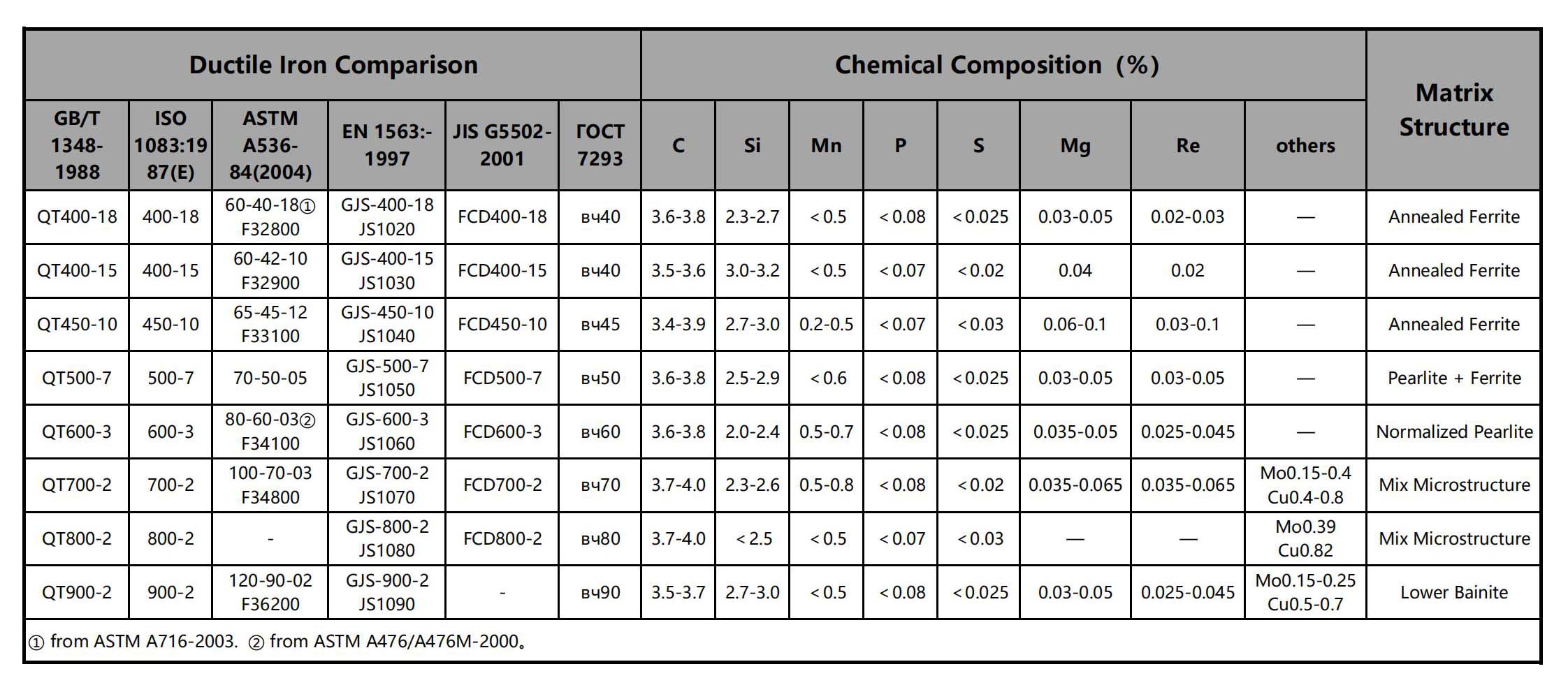
| Duktila (Nodula) Gisfero | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Plifortigita Duktila Fero (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Karbona Ŝtalo | C20, C25, C30, C45 |
| Aloja Ŝtalo | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| Neoksidebla ŝtalo | Ferrita Neoksidebla ŝtalo, Martensita Neoksidebla ŝtalo, Aŭstenita Neoksidebla ŝtalo, Precipita Malmoliĝanta Neoksidebla ŝtalo, Dupleksa Neoksidebla ŝtalo |
| Aluminiaj Alojoj | ASTM A356, ASTM A413, ASTM A360 |
| Latuno / Kupro-bazitaj Alojoj | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Normo: ASTM, SAE, AISI, GOST, DIN, EN, ISO, kaj GB | |
La Avantaĝoj de Furan Rezino Tegita Sablo Mem-hardiĝanta Fuldanta Casting:
1) Plibonigu la dimensian precizecon de fandadoj kaj la surfacan malglatecon.
2) La malmoliĝo de la muldilo (kerna) sablo ne postulas sekiĝon, kio povas ŝpari energion, kaj ankaŭ malmultekostaj lignaj aŭ plastaj kernaj skatoloj kaj ŝablonoj povas esti uzataj.
3) Mem-malmoliĝanta mulda sablo estas facile kompaktigebla kaj kolapsebla, facile purigi fandadojn, kaj malnova sablo povas esti reciklita kaj reuzita, kio multe reduktas la laborintensecon de kernofarado, modelado, sablo-falado, purigado kaj aliaj ligiloj, kaj estas facile realigi mekanizadon aŭ aŭtomatigon.
4) La masa frakcio de rezino en sablo estas nur 0,8% ~ 2,0%, kaj la ampleksa kosto de krudaĵoj estas malalta.
Ĉar la mem-hardiga metodo havas multajn el la supre menciitaj unikaj avantaĝoj, la mem-hardiga metodo estas ne nur uzata por kerna kreado, sed ankaŭ uzata por fandado de muldado. Ĝi estas precipe taŭga por unupeca kaj malgranda aro-produktado, kaj povas produkti gisferon, gisitan ŝtalon kaj ne-ferajn alojajn fandadojn. Kelkaj ĉinaj fandejoj tute anstataŭigis argilaj sekaj sablaj ŝimoj, cementaj sablaj ŝimoj, kaj parte anstataŭigis akvoglajn sabloŝimojn.

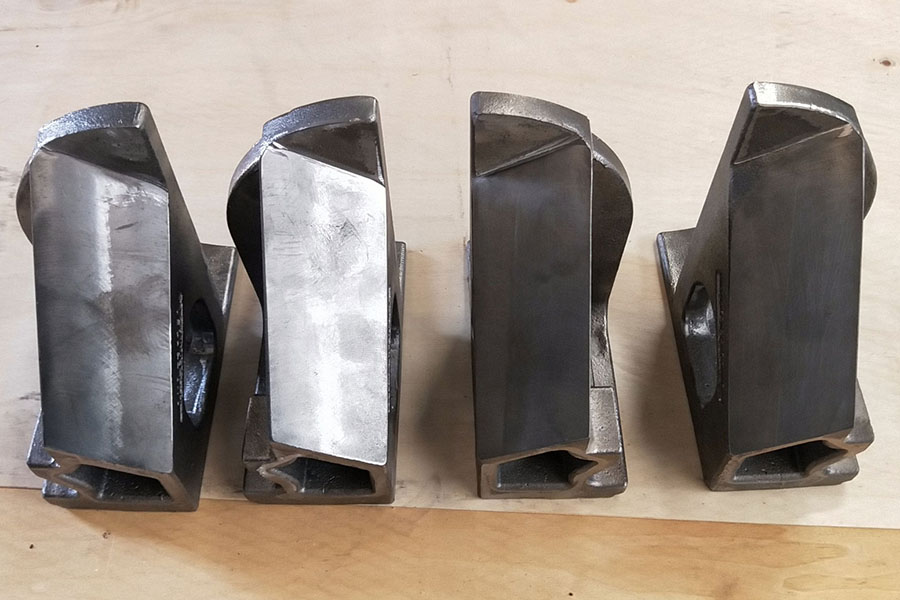

Duktilaj Gisferaj Partoj







{kind=link}